
 | 全国销售咨询热线: 0760-23575588 |


高效高速边封收缩包装机是一个系统的总称,一般的生产厂家都拥有一条自己的包装加工生产线,自动包装生产线一般都是由几种不同的包装加工机以及传输带组成,生产中的产品或者已经完成加工完成的产品被运送到高速边封收缩包装机厂家上进行包装加工加工,完工后被送出就成了完整的便于运输的产品了。自动包装生产线的包装加工过程包括充填、裹包、封口等主要工序。所以包装加工机也分为:充填机、封口机、裹包机、多功能包装加工机等;包装加工生产线也分为:成型-充填-封口包装加工生产线,装盒、装箱包装加工生产线,液体灌装机及其流水线等。
那就应该是给包装设备插上的一对会飞的翅膀吧,不管是在高效自主方面能够大大的提升,在代替人的体力劳动,代替或辅助人的脑力劳动都有着出色的能力。我们常见的很多高速边封收缩包装机厂家设备都有着非常智能能功能,例如关于荆门高速边封收缩包装机的识别功能,能够做到没有瓶子或者袋子不进行物料的填充。包括自动包装生产线生产的后续的贴标,打码,封口,整理,装箱等等一系列的工作都少不了自动化的作用。

封箱机采用胶带对纸箱封口,经济快速、容易调整,可一次完成上、下高效高速边封收缩包装机厂家封箱动作,如采用印字胶带,更可提高产品形象。以下就是自动封箱机制造商对封箱机基本问题与保养小知识。1、封箱机排气口漏气:开关阀环或开关座环损坏或活塞环损坏,更换环;2、高速边封收缩包装机厂家活塞杆处漏气:主体底部环损坏,此时应更换环;?3、扳机处漏气:开关阀环或开关座环损坏,更换环;?4、传动环松动无法定位:塑钢条和传动弹簧无弹性。拆下板机组合,并将弹簧梢重新装好或者更换塑钢条和传动弹簧;5、封箱机夹钉动作太慢或夹钉行程不足:螺栓松了,前扣或板机内片磨损。此时可以将螺栓旋紧,注意前扣轴的正确位置。也可以更换前扣或板机内片,完成上述动作后,测试其功能,如果行程太短则向上微调前扣轴,如果动作慢则向下微调前扣轴。

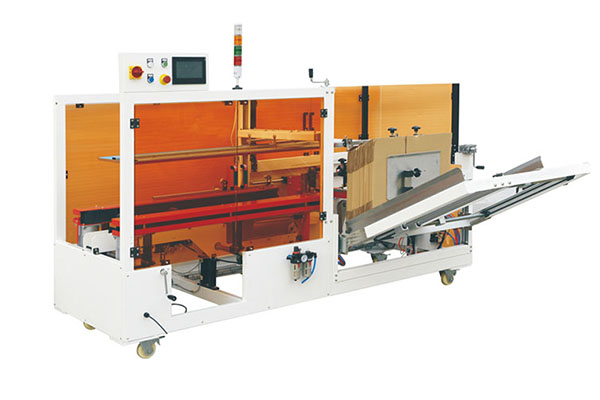
为使箱盖密合,调节导轮位置。松开高速边封收缩包装机厂家手轮,推动导轮架,使导轮贴紧箱体两侧,再锁紧手轮。摇动水平摇手柄,水平调节输送带位置,使输送带并拢夹紧箱子,然后取出箱子,再摇动手柄使输送带再靠拢3mm,调整完毕后,便可连续作业。把胶带盘分别安装在上、下机芯的胶带座上,使其胶面对着进箱方向,然后背胶面绕过导向带惰轮,胶面绕过单向铜轮,前后到顶线与胶轮之间,保持胶面对着进箱方向。按下高效高速边封收缩包装机电源开关,推入箱体,箱体既随着输送传动带前进,经过连动封座机构,自动完成纸箱上下封箱及切带动作。

电话:0760-23575588 / 0760-89998114
传真:0760-23575598
Q Q:946172345
邮箱:946172345@qq.com
网址:www.wlgogo.com
地址:广东省中山市东凤镇接源路6号



